

●导向矫直轮应用范围包括对线缆,钢丝和钢条经过逐步连续的矫直整形获得最终产品,当对卷料或盘料以及不自然形态的材料进行不同步骤的操作,每一步生产必须由它的物料支撑部分完成翻转过程,它通常由以下三步来完成:
1. 矫直:把料矫回到原样,这一步由最初的几个导向矫直轮完成.
2. 除去物料由于卷盘所形成的残留形态.这一步由位于矫直机中间部份的导向矫直轮完成.
3. 矫直机最后几个导向矫直轮完成钢丝的成形,一般这些导向矫直轮的放置角度与最初几个导向矫直轮成90度角.通常这三步应结合起来.这也是为什么矫直机会在二个面上使用的是5,7,9,11或13个导向校矫直轮的原因.
●导向矫直轮的制造精度对最终产品(钢丝等)的质量以及导向矫直轮的使用寿命具有重要影响.因此,外圈上的V形矫正槽应与导向矫直轮的其它部位一样具有同样的几何特性和精度,这一点很重要,为此,安鼎轴承导向矫直轮的V形槽在导向矫直轮组装前已经过精密加工.在一个已组装的导向矫直轮上磨这条槽是危险的,因为该滚轮有被损坏的可能,从而导致均匀性和几何精度不能被保证,导向校矫直轮的使用寿命将会缩短,拉丝的质量也会受到影响。
|
滚轮型号 |
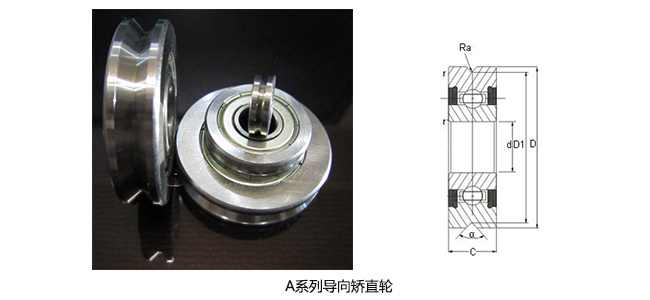
滚轮主要尺寸 (mm) | 额定载荷 | 重量 | |||||||
| ANDING | d | D | D1 | C | Ramax | α | rmin | Cw(N) | Cow(N) | (g) |
| A507.2RS | 5 | 21 | 19 | 6 | 0.5 | 90° | 0.3 | 2200 | 890 | 11 |
| A507.2Z | 5 | 21 | 19 | 6 | 0.5 | 90° | 0.3 | 2200 | 890 | 11 |
| A603.2RS | 6 | 21 | 19 | 6 | 0.5 | 90° | 0.3 | 2200 | 890 | 11 |
| A603.2Z | 6 | 21 | 19 | 6 | 0.5 | 90° | 0.3 | 2200 | 890 | 11 |
| A806.2RS | 8 | 26 | 23 | 7 | 0.5 | 90° | 0.3 | 3300 | 1370 | 19 |
| A806.2Z | 8 | 26 | 23 | 7 | 0.5 | 90° | 0.3 | 3300 | 1370 | 19 |
| A1001.2RS | 10 | 30 | 27 | 8 | 0.5 | 90° | 0.3 | 4550 | 1970 | 31 |
| A1001.2Z | 10 | 30 | 27 | 8 | 0.5 | 90° | 0.3 | 4550 | 1970 | 31 |
| A1002.2RS | 10 | 35 | 31 | 9 | 0.5 | 90° | 0.6 | 6000 | 2680 | 46 |
| A1002.2Z | 10 | 35 | 31 | 9 | 0.5 | 90° | 0.6 | 6000 | 2680 | 46 |
| A1500.2RS | 15 | 47 | 41 | 11 | 0.5 | 90° | 0.6 | 7600 | 3700 | 104 |
| A1500.2Z | 15 | 47 | 41 | 11 | 0.5 | 90° | 0.6 | 7600 | 3700 | 104 |